Anticorrosivo
Bajo-Medio
Coeficiente de fricción
Medio-alto
Dureza
670-750 Hv
Aspecto
Muy brillante
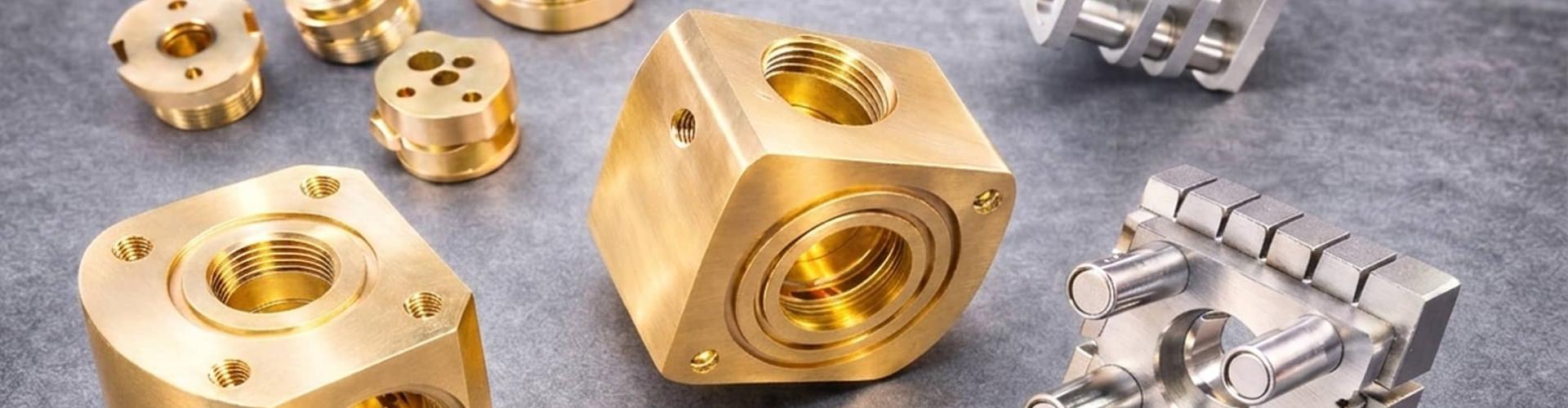
Aplicamos recubrimientos de níquel químico sobre una amplia variedad de metales, garantizando adherencia, durabilidad y rendimiento óptimo según el tipo de sustrato.


Nos apoyamos en un profundo conocimiento y experiencia en mecánica y química para tratar piezas que otros procesos no permiten recubrir.
Adicionales al niquelado químico, se realizan tratamientos térmicos para aumentar propiedades como la dureza, mejorar la resistencia a la corrosión y/o reducir tensiones internas en los materiales
Tratamiento térmico previo al recubrimiento de níquel químico que consiste en reducir o eliminar las tensiones internas del material base que se han producido en procesos como el mecanizado, pulido, laminado, endurecido o la conformación en frío, lo que disminuye la fragilidad y mejora las propiedades mecánicas del elemento proporcionando un material más estable y receptivo al recubrimiento. Se recomienda para piezas con una resistencia última a la tracción igual o superior a 1000 MPa. La clase de tratamiento puede especificarlo el cliente o bien se puede definir según la norma ISO 9587.
Tratamiento térmico que permite la liberación del hidrogeno atómico difundido por la estructura metálica disminuyendo su fragilidad y evitando roturas. Se aplica sobre piezas de acero que tengan una resistencia última a tracción igual o mayor a 1000 MPa, o bien piezas con endurecimiento superficial. Debe llevarse a cabo inmediatamente después del recubrimiento, preferiblemente antes de 1 h y no más tarde de 3 h de acuerdo con lo especificado en la norma ISO 9588 o lo definido por el cliente.
Tratamiento que se realiza posterior al recubrimiento cuyo objetivo principal es contribuir a una mayor integración y fijación entre el recubrimiento y el sustrato, aumentando la fuerza de adhesión y reduciendo tensiones internas.
Tratamiento que endurece el recubrimiento para mejorar su resistencia al desgaste. Los requisitos de aplicación del material condicionan las especificaciones de tiempo y temperatura del proceso.
Se puede conseguir aumenta la dureza del recubrimiento desde 700-800 HV hasta 1100 HV.
Proceso que solidifica la capa de teflón sobre una superficie, es decir, transforma el polímero en una capa plástica sólida y adherida al sustrato. El calor transforma las partículas dispersas del teflón en una película continua garantizando que las propiedades antiadherentes y de baja fricción se mantengan uniformes en toda la superficie tratada.

Realizados para dejar zonas libres de recubrimiento, permitiendo procesos posteriores como soldaduras, contactos eléctricos u otros usos específicos.

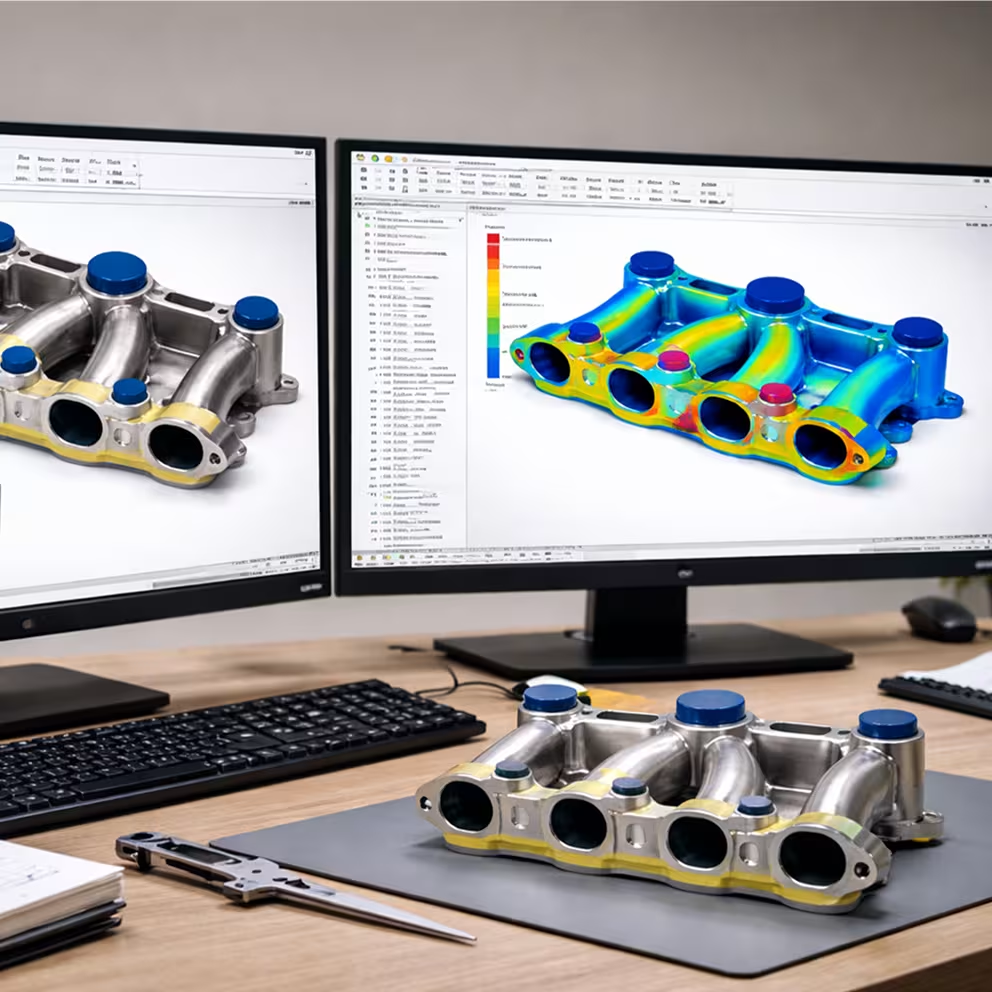
Cada proyecto comienza con un análisis técnico profundo que combina: